















STRUCTURE D’UN PROGRAMME SIEMENS Siemens STEP 7
· Cycle de fonctionnement de la CPU Siemens.
· Programmation par bloc (OB/FC/FB/DB) en LIST, CONT, LOG.
· Blocs de données DB globaux, DB d’instance.
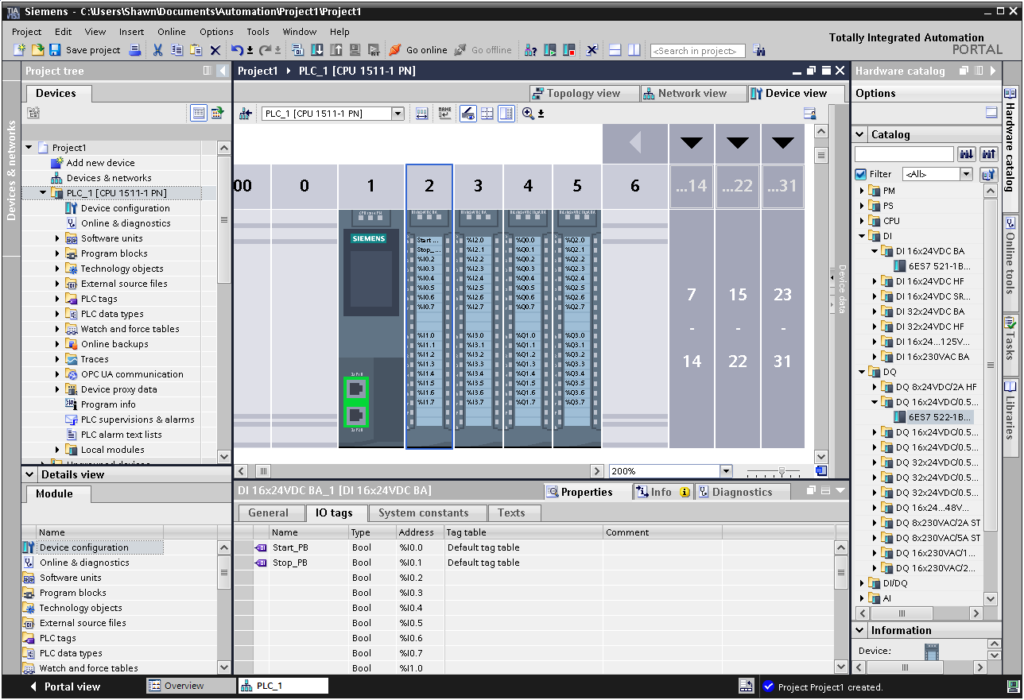
PRÉSENTATION DU LOGICIEL Siemens STEP 7 Vx.x
· Configuration matérielle (HW config), « intégration de Profibus DP » ainsi que Profinet I/O.
· Compréhension d’un programme simple sur une maquette existante en utilisant
o Les syntaxes et les blocs fonctions (compteur, exploitation de variables…).
o Des écrans dynamiques (table d’animation, visualisation dynamique d’un programme).
o Les références croisées.
o Les recherches de variables.
PRÉSENTATION DE Siemens STEP7 et TIA PORTAL VXX
· Configuration du matériel avec intégration de Profibus DP et Profinet IO.
· Compréhension d’un programme simple sur une maquette existante en utilisant :
o Les syntaxes et les blocs fonctions (compteur, travail sur variables…).
o Les écrans dynamiques (table d’animation, visualisation dynamique d’un programme).
o Les références croisées.
o Tableau d’affectations.
MISE EN ŒUVRE DE PÉRIPHÉRIES DÉPORTÉES ET200
· Intégration dans Profibus DP.
· Intégration dans Profinet I/O
UTILISATION D’OUTILS « ON-LINE »
· Pour le diagnostic en Profibus DP, en Profinet I/O, les entrées / sorties.
SAUVEGARDE D’UN PROJET
· En utilisant l’archivage et le désarchivage.
TRAVAUX PRATIQUES Sur automate SIEMENS S7.
· PC avec STEP7 Professionnel édition 2010.
· TIA PORTAL V16
· S7-300 & S7-400 –
· S7 1500 ET S7 1200
· ET200S DP et PN – CP443-1
S.E.F Formation Technique peut vous aider en formation Automate Siemens :
Formation Automatisme Siemens S7 STEP 7 sur Simatic Manager et TIA Portal. Maintenance et Programmation / S7-300 et 400 / S7 1200 et 1500 / Safety / WINCC / Profibus / Profinet / Touch Panel / Langage / Variateurs de vitesse / Supervision / …
INOF RH / A SAVOIR :
L’automatisme industriel est l’ensemble des technologies utilisant l’électronique, l’électrotechnique, la mécanique, la télécommunication afin de concevoir des machines ou des processus automatisés qui peuvent fonctionner sans intervention humaine.
On retrouve l’automatisme industriel dans plusieurs secteurs comme l’agroalimentaire avec les lignes de conditionnement et les machines spéciales, la chimie, l’industrie pétrolière, les usines de production d’électricité, l’industrie pharmaceutique etc…L’automatisme industriel correspond aux automatismes séquentiels et couvrent l’ensemble des systèmes de contrôle-commande permettant de superviser ou de piloter une chaine de production.
APPRENDRE L’AUTOMATISME : LA MÉTHODOLOGIE
Pour apprendre l’automatisme, il faut en premier lieu se familiariser avec les langages ou outils de description comme le Grafcet, le Gemma, le Ladder etc..Il faut aussi maitriser les différents logiciels des constructeurs comme Step7 de Siemens,PL7 de Schneider, CX-One de Omron, RS-Logix de Rockwell.
L’AUTOMATE PROGRAMMABLE, LE CERVEAU DE TOUT AUTOMATISME INDUSTRIEL
L’automate programmable industriel ou API ou encore PLC (programmable logic controller) en anglais est un équipement électronique programmable doté d’intelligence interne permettant le contrôle-commande d’effecteurs(moteurs, lampes, vannes etc..).Il est principalement constitué d’un CPU(control process unit),d’une alimentation et de cartes d’entrées/sorties. Le CPU correspond au centre de traitement, il exécute le programme et scrute de manière cyclique l’ensemble des entrées/sorties afin de vérifier s’il y’a changement d’état afin de mettre à « 0 » ou à « 1 » une sortie qui va commander via un pré-actionneur un moteur ou une vanne.

